
LEAD Lathe
Discussion in 'CNC Lathes' started by Giarc, Jun 14, 2020.
LEAD Lathe
Discussion in 'CNC Lathes' started by Giarc, Jun 14, 2020.
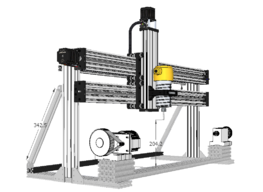
I have been toying with the idea of making a 3 axis rotary CNC machine for awhile. I wanted to make it with off the shelf OpenBuilds parts so any one can replicate it and I felt the LEAD High Z Mod would be a good starting point.
Page 3 of 5
Page 3 of 5