
V Rail 3D printer
Discussion in '3D printers' started by Josh B, Sep 8, 2015.
V Rail 3D printer
Discussion in '3D printers' started by Josh B, Sep 8, 2015.
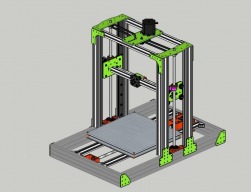
My version a Cartesian style 3d printer, an attempt to eliminate frame vibration and movement and to use up materials left over from other projects.
Page 1 of 2
Page 1 of 2