
The MULE (an OX inspired 3-axis CNC)
Discussion in 'CNC Mills/Routers' started by Jason Kraft, Jan 15, 2016.
The MULE (an OX inspired 3-axis CNC)
Discussion in 'CNC Mills/Routers' started by Jason Kraft, Jan 15, 2016.
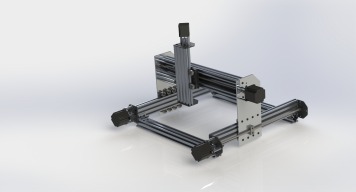
The Mule is a 3-axis CNC inspired by the OX CNC by Mark Carew. This machine borrows the OX's sturdy frame and upgrades the X and Y linear actuators through the use of three 500mm lead screws (as opposed to the belt system of the OX). The result is an inexpensive, sturdy, and powerful design built for cutting tough materials such as aluminum.