
Lead Screw Driven Ox Derivative (850x1500)
Discussion in 'CNC Mills/Routers' started by Giarc, Mar 23, 2016.
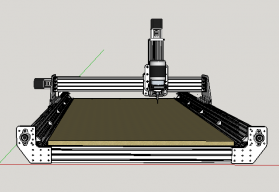
ACME OX (A Lead Screw Driven Ox Derivative (850x1500))
Discussion in 'CNC Mills/Routers' started by Giarc, Mar 23, 2016.
Another build based on the original OX design with a cutting area will be about 26" (680mm) x 50" (1300mm) and driven by lead screws.
Page 1 of 4
Page 1 of 4