
Sphinx XL
Discussion in 'CNC Mills/Routers' started by beardyblair, Nov 18, 2016.
Sphinx XL
Discussion in 'CNC Mills/Routers' started by beardyblair, Nov 18, 2016.
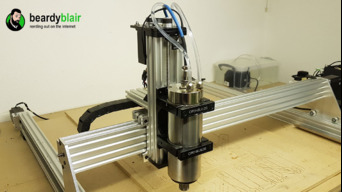
My build log of an adapted Sphinx design with additional height and a larger X and Y axis.
Page 2 of 4
Page 2 of 4