
Rack and Pinion (Death to Belts)
Discussion in 'CNC Mills/Routers' started by Joe Young, Dec 9, 2018.
Rack and Pinion (Death to Belts)
Discussion in 'CNC Mills/Routers' started by Joe Young, Dec 9, 2018.
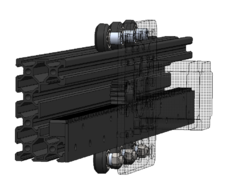
Low profile rack and pinion linear actuator design