
Workbee 1015
Discussion in 'CNC Mills/Routers' started by arcrunner, Nov 9, 2018.
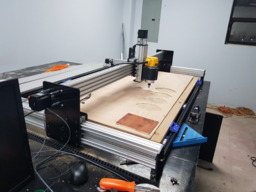
Workbee 1015 (50" wide by 30")
Discussion in 'CNC Mills/Routers' started by arcrunner, Nov 9, 2018.
A Workbee able to cut 48"x24" material, built to continuously feed material so one can cut full sheets of ply.