
CoreXY W/ Fixed Build Plate & Enclosure
Discussion in '3D printers' started by JOSH.PIERCE, Oct 12, 2015.
CoreXY W/ Fixed Build Plate & Enclosure
Discussion in '3D printers' started by JOSH.PIERCE, Oct 12, 2015.
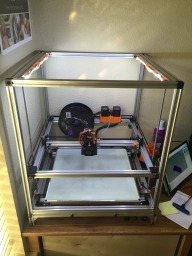
Building a Core XY printer with a fixed build plate from off the shelf parts.
Page 2 of 2
Page 2 of 2