
C-Bot
Discussion in '3D printers' started by Carl Feniak, Sep 29, 2014.
C-Bot
Discussion in '3D printers' started by Carl Feniak, Sep 29, 2014.
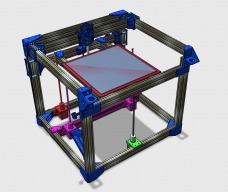
A robust Core XY style 3D printer that has a clean parallel belt implementation and whose dimensions are adaptable to meet builder's needs. The use of open builds V-slot and other open hardware make customization easy.
Page 51 of 107
Page 51 of 107