Dragon Too Plasma Cutter
Discussion in 'Laser Cutters' started by Metalguru, Mar 31, 2017.
Dragon Too Plasma Cutter
Discussion in 'Laser Cutters' started by Metalguru, Mar 31, 2017.
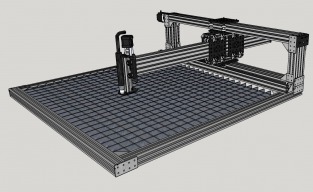
A Benchtop Plasma Cutter Concept

Discussion in 'Laser Cutters' started by Metalguru, Mar 31, 2017.
Discussion in 'Laser Cutters' started by Metalguru, Mar 31, 2017.
A Benchtop Plasma Cutter Concept