
Contrariwise -- A C-Beam Router
Discussion in 'CNC Mills/Routers' started by Jonathon Duerig, Jun 7, 2016.
Contrariwise -- A C-Beam Router
Discussion in 'CNC Mills/Routers' started by Jonathon Duerig, Jun 7, 2016.
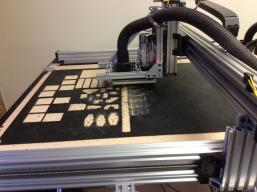
A C-Beam router made almost entirely of standard parts. Electronics include an xPro v2 board and NEMA 23 motors. Cuts are made with a small 300W DC spindle. A pressure foot is used to minimize the need for workholding.