DIY LED acrylic lamp
Discussion in 'Laser Cutters' started by quyngan, Apr 4, 2017.
DIY LED acrylic lamp
Discussion in 'Laser Cutters' started by quyngan, Apr 4, 2017.
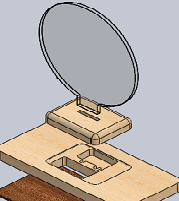
This is a simple lamp using only 2 LEDs & 2 AAA batteries.

Discussion in 'Laser Cutters' started by quyngan, Apr 4, 2017.
Discussion in 'Laser Cutters' started by quyngan, Apr 4, 2017.
This is a simple lamp using only 2 LEDs & 2 AAA batteries.