
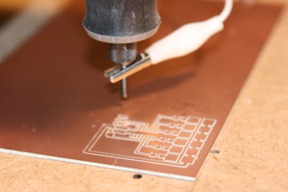
C-Beam™ Machine for PCB milling
Discussion in 'CNC Mills/Routers' started by Carl van Heezik, Jan 8, 2018.
C-Beam™ Machine for PCB milling
Discussion in 'CNC Mills/Routers' started by Carl van Heezik, Jan 8, 2018.
C-Beam Machine for PCB milling