Delta-Six
Discussion in '3D printers' started by Sage, Jan 26, 2014.
Delta-Six
Discussion in '3D printers' started by Sage, Jan 26, 2014.
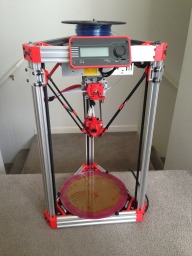
Super rigid Delta printer, using 20X40 V-Slot
Page 25 of 28
Page 25 of 28

Discussion in '3D printers' started by Sage, Jan 26, 2014.
Discussion in '3D printers' started by Sage, Jan 26, 2014.
Super rigid Delta printer, using 20X40 V-Slot