
My C-Beam 3D Printer
Discussion in '3D printers' started by evilc66, Jul 27, 2016.
My C-Beam 3D Printer
Discussion in '3D printers' started by evilc66, Jul 27, 2016.
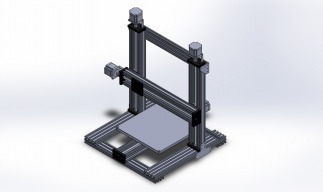
Larger format FDM printer using C-Beam linear stages
Page 6 of 7
Page 6 of 7