
Yet another Sphinx
Discussion in 'CNC Mills/Routers' started by Kevon Ritter, Feb 20, 2017.
Yet another Sphinx
Discussion in 'CNC Mills/Routers' started by Kevon Ritter, Feb 20, 2017.
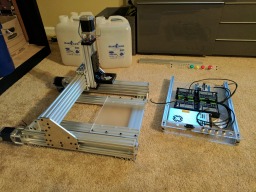
Here's my Sphinx with a few slight modifications.
Page 2 of 2
Page 2 of 2